|
|
您现在的位置 > 新闻动态
弯曲加工的注意事项 |
| 发布时间:2020/6/17 |
弯曲加工的注意事项
在弯曲加工中,为保证弯曲件的质量和模具的使用寿命,冲压操作人员在弯曲模的安装、调整和使用过程中还应注意诸多事项。
1.注意弯曲件的变形路径
在弯曲加工过程中,操作人员应注意手不能进入危险甚域,此外还应注意弯曲件的变形路径(特别是伸出模具以姊的毛坯端部的特长件),既不能使之进入操作者的位置区域,也不能与模具、压力机等设备碰撞或于涉。
2.正确调整好弯曲模的间隙
弯曲模在装配并安装强题力机上试冲时,已经采用了控制间隙的方法来保证上、下模的相对位置,但在试冲后,弯曲件外侧若出现拉伤,并有被挤薄和局部压挤的现象,表明凸、凹模间隙过小或不均匀,此时应对间隙进行调整。
弯曲模间隙的均匀是保证弯曲件质量的关键。测量并调整其间隙是保证间隙均匀的前提。对直线段的弯曲间隙可直接用塞尺测量,根据测量结果对凸模或凹模进对于难以直接测量的弯曲件,如图间隙法测量,即在安装时,将直径为4.6mm的熔丝,取数段放置在下模表面需检测的位置,如图5.13中的粗线段。直壁部分可挂在模口上。本用舞唐电源,只用手动将压力机滑块连接上模运动一个行程,取出放置的熔丝,逐点测器熔丝的璧厚,即是凸、匿模实际间隙值。然后根据测量结果,逐段进行调整。
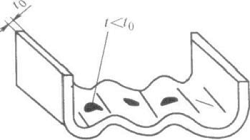
图 难以直接测量间隙的弯曲件
对于间隙过小,间隙部位可采用成形磨削或钳工锉修等方法进行修正;间隙过大刚只能更换零件。
3.弯曲作业时应清理干净模具型腔
为准确调整好弯曲模间隙,在弯曲模调整时常使用间隙调整垫片等辅助用具,但在弯曲作业时应注意将弯曲模型腔清理干净。如果忘记将闻隙调整的垫片等杂物从模具鹫腔中清理出去,则在冲压过程中上模和下模就会在行程下死点位置剧烈撞击,严重时可能损坏模具或压力机。
若生产现场有现成的弯曲件,建议将试件直接放在模具工作位置上进行模具的安装调整,调整时应严格控制上模下行的位置,这样就可避免事故的发生。
4.弯曲加工应注意板料轧制方向
冲压用的板料多为冷轧金属且呈纤维状组织,在横向、纵向和厚度方向都存在力学性能的异向性。在纵向(纤维方向)材料有较大的伸长率和抗拉强度,在横向(垂直纤维方向),材料延展性和抗拉强度均较差。因此,当弯曲线与纤维方向垂直时,材料具有较大的抗拉强度和延展性,外缘金属纤维不易破裂;当弯曲线与纤维方向平行时,则由于抗拉强度较差而使外层纤维容易破裂。
在弯曲加工过程中,应注意板料的这种特性,当板料弯曲半径较小,且精度要求较高时,则应采用板料弯曲线与纤维方向垂直进行弯曲;当板料弯曲半径较大时。则主要考虑如何提高板材的利用率。
5.带毛刺、捌痕的板面弯曲时应靠近凸模
弯曲件的毛坯都由冲裁或剪裁获得,其切断面上一般有光亮带、撕裂带和毛刺存在。若毛坯断面过于粗糙或有较大的毛刺,且带毛刺、划痕豹板面放置在靠近凹模侧,那么在弯曲过程中弯曲件的外层因受拉应力作用会出现应力集中,从而导致弯曲件从外侧面破裂。因此,在弯曲时应将毛坯上的毛刺除去,或把有毛刺的一边置于朝向凸模的弯曲内侧。毛刺受压可减少应力,这样可减少弯曲破裂的可能。
|
|



