|
|
您现在的位置 > 技术资料
卷板机故障分析及处理 |
| 发布时间:2017/1/2 |
卷板机故障分析及处理
(1)卷板机液压系统的工作原理
采用机液比例控制方案的卷板机缠绕装置液压系统原理如图218所示。卷筒5由直流调速电动机7驱动,转速传感器8用于检测卷篱的实际转速,卷筒的转轴通过齿轮减速箱9带动机械式变量泵10,为平移缸4提供动力油源。电磁换向阀3用来实现平移缸的正常换向,液压桥路12可实现液压系统的安全保护并给变量泵补油。平衡阀13用于提高平移缸启动和换向过程的平稳性。
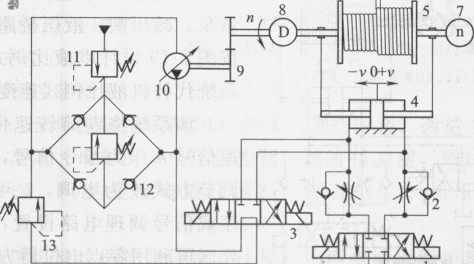
图218原卷板机缠绕装置液压系统原理图
系统由于非线性因素引起的速度偏差会产生平移缸的位置积累误差心,当该误差达到一定值时,线(管)材触动行程开关6.1或6.2发出信号,控制电磁换向阀1动作,为平移缸提供附加的流量来消除平移缸的位置积累误差△s。
(2)存在的问题及分析
卷板机缠绕装置中的机液比例控制系统包含有卷筒、齿轮减速箱、变量泵和平移缸,即 :
K=kakikqkh
式中kd——与线(管)材直径有关的比例系数;
ki——齿轮减速箱的传动比;
kq——与变量泵排量有关的传动比;
ka——与平移缸面积有关的传动比。
随着线(管)材产品直径的变化,k应能方便灵活地进行调整。但当系统定型后,ki、kA为定值,而线(管)材产品直径d变化时,愚d会发生变化。为保持k为恒值,唯一能调整的环节为ka。由于变量泵采用机械式的调节机构,因此,ka的调节方式单一,调节不方便、不精确,不适于频繁调整,ka的调整只能在离线状态下进行,调整时间长,容易产生乱卷现象,增加了废品率和工人的劳动强度。
另一方面,变量泵存在泄漏,且泄漏量与转速基本无关,因此,变量泵泄漏量不仅增大平移缸的移动速度死区,而且该泄漏量在不同的转速下引起的平移缸速度误差Av是一个影响k值的严重的非线性因素,不能及时地给予补偿。
当k值调得不够精确,加上系统非线性因素的影响,平移缸速度误差Av会迅速加大,只能通过行程开关频繁地消除平移缸的位置积累误差△s,这样会降低系统的平稳性。
(3)采用电液比例控制系统改造卷板机缠绕装置
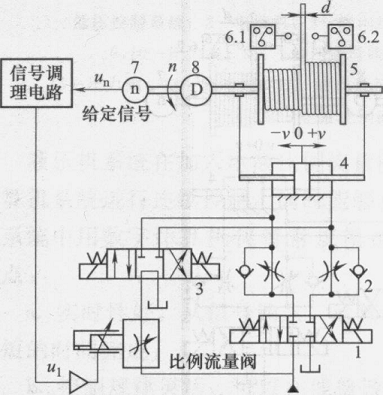
图219 电液比例式卷板机缠绕装置液压系统原理图
1,3-换向阀;2-单向节流阀;4一液压缸;5-卷筒;6-压力继电器;7一转速信号;8一测速发电机
针对机液比例式速度同步液压系统存在的问题,将图2-18中的减速箱、变量泵、减压阀、液压桥路和平衡阀取消,按图219设计电液比例式速度同步液压系统代替机液比例式速度同步系统。
该系统将卷筒转速传感器输出的转速信号行作为指令信号,比例系数k的调节方式改为电调,k可通过计算机程序或信号调理电路设置,平移缸的速度死区可利用零点电位器方便地给予消除。平移缸使用过程中泄漏量引起的比例系数k的非线性变化和平移缸负载变化磁
起液压阀口压力、流量关系的非线性对比例系数k的影响均可方便地在信号调理单元进行补偿。
原系统中的电磁换向阀3给予保留,用于消除平移缸的位置积累误差△s。另一方面,可在手动方式下,将平移缸推到行程中的任意位置,便于工人手动处理缠绕过程中线(管)材排列不均匀的问题。
通过合理设定比例系数k和系统的零点,可以保证平移缸的运动速度与卷筒转速保持严格的比例关系,且卷筒在低速旋转时,平移缸有平稳的速度输出。采用电液比例同步系统代替机液比例同步液压系统,比例系数调整方便,简化了系统,降低了设备造价;减少了故障点,提高了设备可靠性;缠绕过程更加平稳,减少了废品率;电液比例式卷板机缠绕装置在工程上已获得成功应用。
|
|



